Design Concept of Automotive Checking Fixture --- Modeling 2 and positioning&clamping
Design Concept of Automotive Checking Fixture
--- Modeling 2 and positioning&clamping
Design and modeling of section templates
The checking of the key surface profile of the part is generally realized by the section template. The section template of the checking fixture is divided into two types: rotary type and plug-in type. When the span of the section template exceeds 300mm, in order to ensure the checking accuracy in the vertical direction, it is usually designed to be plug-in. The checking of the fixture body detects the inner surface of the part, and the section template spans the outer surface of the part, to check the outer surface of the key section. Generally, the working surface is 2-3mm away from the outer surface of the part. The modeling method is similar as checking fixture body . The material of the plate body of the section template is generally steel or aluminum, and the working surface part can be made of aluminum or resin. The section template of complex shape will interfere when it is rotated or inserted, and it can be divided into sections in the actual design.
If it is set as a plug-in section template, it will interfere with the locating pin of the part; if it is set as a single rotary type, due to the multi-folding of the part itself, it will interfere with the fixture body or the part, so it is designed as two independent rotating section templates and can meet the requirements of comprehensive checking.
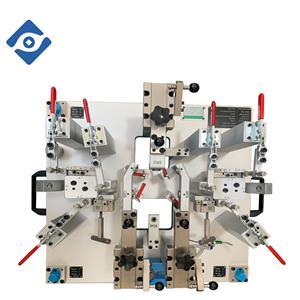
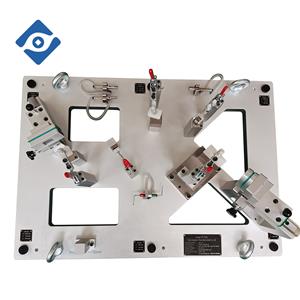
Positioning and clamping of parts
The correct and reasonable positioning of parts is the basis of accurate measurement. The positioning method of the body cover on the checking fixture is mainly completed by positioning hole and clamping the positoining or clamping with a permanent magnet to complete. With the wide application of checking fixtures in car body manufacturing, lever-type movable clamps and permanent magnets are available in a series of parts, and movable clamps are also equipped with brackets of different types and sizes. Most body cover parts have main and auxiliary positioning holes. The main positioning pin is generally a cylindrical pin (round hole) or a diamond pin (waist hole) to limit the degrees of freedom in the XY directions; the auxiliary positioning pin is a taper pin or a diamond pin. The pin is used to limit the degrees of freedom in the four directions of ZXYZ. When designing the checking fixture, punch holes at the positioning holes on the fixture body (subject to place the positioning pin bushings), and give the body coordinates of the positioning holes. At the same time, positioning pads and movable clamps should be arranged at positions with good rigidity and reasonable distribution of the part to ensure the firm positioning of the parts. When designing, the number of clamping points should be minimized to ensure that the movable clamp does not interfere with other components when working. And considering the convenience of the worker's operation, finally give the body coordinates of the center of the upper surface of the positioning pad.