Comprehensive checking fixture
Comprehensive checking fixture

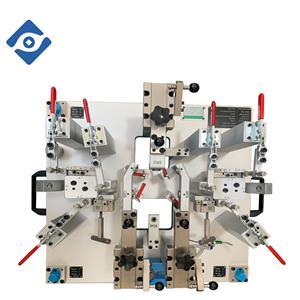
1. Base plate : Loading all kinds of parts required for checking, so as to move the whole.
2. Measuring datum bushing : The three measurement datum bushing are used as the measurement datum for the inspection after the checking fixture is processed.
3. Support : A clamp (not shown) is installed on the support to clamp the part and position it tightly.
4. Datum/locating block : Accurately locate the checked parts.
5. Part : Part to be tested.
6. Supporting column : Loading and locating the pin and bushing.
7. Bolt pin : The position error of part cylindrical outer surface can be detected by pushing and pulling the bolt pin.
8. Bolt bushing : Accurately locate the bolt pin.
9. Measuring block : The movable pin(No.11) drives the measurin block to check.
10. Measuring seat : Loading and locating the measuring block and movable pin.
11. Movable pin : the profile error of the bottom surface of the part pressure plate can be detected by operating the movable pin
The base plate and support of the checking fixture are made of aluminum alloy, and the bolt pin is made of quenched and tempered steel, with smooth and clean surface. Grease the bolt to keep it lubricated.
Use method of checking fixture
Place the checking fixture flat on the workbench, reset the bolt pin 7 and the movable pin 11 of the checking fixture, and open the clamp on the support 3.
Take the part, clamp the front flange block of the part into the datum block 4, and press it with the clamp on the support 3.
Rotate the bolt pin 7 so that the guide pin on the bolt 7 snaps into the guide groove and goes down. If the bolt can be successfully inserted into the tested connector, it is proved that the connector position is qualified.
Push the movable pin 11 to the left, and the movable pin can be shifted to the bottom. At the same time, visually observe the positional relationship between the measuring block 9 and the part pressing plate along the plane direction of the measuring block 9. If all the positions of the pressing plate bottom are invisible, it is proved that the profile tolerance of the pressing plate bottom is qualified.
If all the above operations can be successfully completed, the pipe assembly is qualified and the checking is finished.
Application of checking fixtures
Measurement system analysis (MSA) shows that the checking fixture meets the inspection requirements of the pipe assembly, and one workpiece can be inspected every 10s during operation. It is applied in the whole inspection process of the pipe assembly, and the practice proves that the checking fixture is simple and reliable in operation, and completely meets the use requirements. After every 50,000 pieces are tested or used for half a year, comprehensive dimension retest is required.